01/07/14
生産技術の妙
生産技術の黎明期か
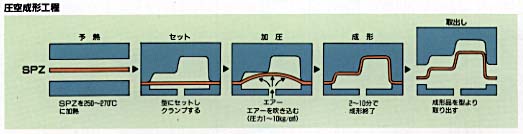
ルイジコラーニの作品のような製品を製造するにはまだまだ生産技術の開発が欠かせない。GT手法で共通曲面をチョイスし、風船を作るがごときの塑性加工技術の開発が望まれる。
といっているうちに超塑性加工が可能な材料が出来てきました。まさにイメージしている風船が作れる材料です。
|
01/07/14 |
||
| もの創りの妙INDEXに戻る | ||
|
|
||
|
生産技術の妙 |
ユニークな生産技術を紹介していきます。 | |
|
生産技術の黎明期か |
||
|
ルイジコラーニの作品のような製品を製造するにはまだまだ生産技術の開発が欠かせない。GT手法で共通曲面をチョイスし、風船を作るがごときの塑性加工技術の開発が望まれる。 といっているうちに超塑性加工が可能な材料が出来てきました。まさにイメージしている風船が作れる材料です。 |
||
| 0.超塑性材料 | http://www.mitsui-kinzoku.co.jp | |
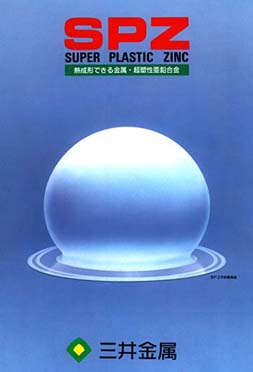 |
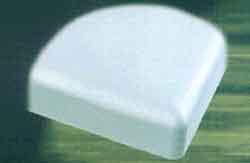
SUPER PLASTIC ZINC 熱成形できる金属・超塑性亜鉛合金(Zn78%Al22%) 左の写真はSPZの金属風船。 |
|
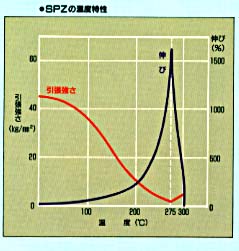 |
この材料は275度で超塑性となり、常温では引張強さ40Kg/mm2を超える強さを持つという優れた特性を持つ材料のようです。 現在製品化されている材料寸法 厚さ1.0〜3.0mm 幅 Max700mm 長さ Max1200mm
密度 5.3g/cm3 融点 420−500℃ ビッカース 100 スポット溶接可能 塗装/アロジン処理 窓口/ 三井金属鉱業株式会社 圧延加工事業部 特品グループ Tel 048-776-1135 |
|
| 1.パイプベンダー | http://www.nissin-precision.com./Cnc.htm |
 |
左のパイプベンダーは鋼管を、特定の金型を必要とせずに加工が可能な画期的なベンディングマシンである。
多くの生産設備は直線加工が得意で、曲面を取り込んだ製品は樹脂成型やプレスの金型成型が主流であり、大量生産でなければコストがなりたたない。 シャーリングなどの直線切断はレザー切断に置換されつつある。設計レベルでは三次元設計(3D)はポピュラー化され、3D測定もレザーを応用したり、光造形からプロトタイプの樹脂型を設計データだけで試作できる。簡易型の技術もそれなりに進歩してきている。ロストワックス製法による金属部品(鋳造)も作られているが・・・・
|
| 2.コーナーフォーミング | http://www.eurotec21.com/acf/index.html | |
 |
板金加工では曲面を作るにはプレス金型での絞り成型など量産製品に向いていたが、この加工方法は多品種少量の箱物の角をRにしてしまうという優れもの。
機械メーカーのHPからのメモ 従来板金で箱を成型するにはコーナー部を切り欠き、折り曲げ、溶接、グラインダー仕上げと云う行程で、特にコーナー部にRをつけるとなると大変手間のかかる仕事です。ACFのコーナーフォーマーはコーナーを10秒内外で成型、後工程もいらない魔法のような技術です。 |
|
 |
 |
|
| 3.大学での挑戦 | http://plast-sv.eng.shizuoka.ac.jp/M3B/Indexj.htm | |
| Incremental Forming using Elastic Tools. | ||
 |
静岡大学工学部機械工学科 生産加工 塑性研究室
金属を自由な形状に加工したいという夢を追い求めて研究している大学も多い。特殊加工の中でも塑性加工は地味な研究のようである。放電やレザー、マイクロロボットなど注目される技術に集中しそうだが「一品作りの工業製品」にぜひ挑戦してほしい。 「塑性加工は金属をだますことなり」 このHPのPDFデータ(下のURL)をご覧下さい。精巧にプログラムされているようです。小生が欲しい技術は、もう少しアバウトでFRP成型のようなスピードで自在成型が可能な技術である。
|
|
 |
 |
|
 |
||
| http://plast-sv.eng.shizuoka.ac.jp/M3B/S-Tanaka/OHP-INCR1.pdf | ||
| 2.9MBですがぜひ見てください。 | ||